Save Upto 30 % in Your Compressed Air Costs By Implementing Systel’s Industry 5.0 Solutions
Why You Should Measure Your Compressed Air System?
Compressed Air Isn’t As Expensive As Its Mismanagement Can Make It To Be. In A Compressor’s Life Cycle Cost More Than 85 % Of The Costs Are Spent On Its Energy Whereas The Capital And Maintenance Costs Just Constitute To The Remaining 15%. Surprisingly During a New System Purchase the Focus Is Always on the Capital Costs With Only Theoretical Considerations of the Specific Energy Consumption. Specific Energy Consumption Is a Term Used To Define the Amount of Power a Compressor Consumes To Deliver an Output Unit of
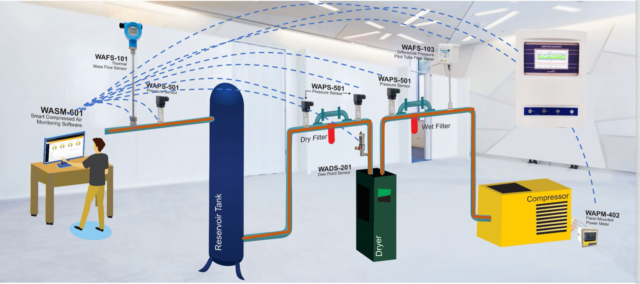
Compressed Air. While Most of the End Users Measure the Compressor’s Power Consumption, the Compressors Output Flow Remains Unmeasured Leading to Factual Errors in Their Assumptions About Their Compressor’s Specific Energy Consumption. The Ambient Conditions Coupled With the Inefficiency and Tolerance Factors That Are Built Into a Compressor Can Take a Toll on its Energy Consumption and in Times May Increase the Specific Energy Consumption Even Upto 30 % of the Compressor’s Claimed Efficiency. Hence Consistent Monitoring of a Compressor’s Power Consumption and Discharge Flow Will Form a Key To Maintain the Supply Side Efficiency. Further a Well Designed System Should Define the Key Performance Indicators Like Flow, Power, Pressure, Dew Point and Should Be Measured at the Right Locations To Understand the Overall System Dynamics as Shown in Figure.
The Supply Side of the System When Improperly Aligned With the Demand Side Will Result in Over Compensation of System Pressures and Will Increase Artificial Demand and Related Problems Like,
• Higher Air Demand
• Higher Leak Rate
• Higher Repair Intervals and Costs
• Higher Energy Bills
• Higher Cost per Ton Produced
• Less Profits
Case Study :
A Textile Spinning Plant with an Installed Capacity of 1,00,000 Spindles in the Southern City of Tamil Nadu was Consuming Close to 1300 CFM from 2 of their Rotary Screw Compressors of Capacity 850 CFM and 450 CFM respectively. The Compressors came with an installed motor capacity of 132 kw and 75 kw respectively. On Papers these compressors were showcasing a specific energy consumption of 0.16 kw / CFM which appears acceptable. The Factory had set itself an Ambitious Target of reducing their Consumption to 600 CFM but were clueless of where to start with Consultations from Systel Energy Solutions (India) Pvt Ltd, Coimbatore, The Factory Upgraded to Industry 5.0 Standards to Optimize the Compressed Air Supply, Transmission and Demand. The WiseAir Monitoring System when installed revealed that both the compressors put together were generating only 1120 CFM as against their rated capacity of 1300 CFM but were consuming close to 220 kW put together. Hence the real specific energy consumption of these compressors were at 0.196 kw / CFM an increase of over 18 % from the Manufacturer’s Claims. Compressor’s Inlet Pressure, Ambient Conditions, Operating Pressure Settings were Reconfigured and maintenance was carried out at these compressors. Result, the specific energy consumption was reduced to 0.17 kw / CFM and the factory was able to realize a power savings of over 537 kWH Per Day or Rs.12.56 Lakhs Per Annum.
On the Demand Side :
The Measurements also revealed that the Spinning and Autoconer Departments were consuming close to 800 CFM as against their actual demand of nearly 300 CFM. The Preparatory department was also consuming close to 320 CFM as against the actual demand of only 50 CFM. With these data in hand, the factory optimized the operating pressures of the machines thereby eliminating artificial demand and saved close to 150 CFM and further reduced a Volume of 350 CFM by repairing leakages. The Project resulted in savings of Up to 500 CFM and at a Power Cost of Rs.6.5 / kWH the Realized Annual Savings was Rs 47.73 Lakhs.
Consistency of Savings :
The factory in the Past has carried out periodical leak surveys with both internal maintenance teams and external agencies. While there has been reductions post the leak repair projects in the past there has been no consistency in the savings as new leaks do occur soon and it turned out to be tedious effort to locate and fix them. But with implementation of Industry 5.0 and the advanced measurement technologies that come part of it, the consumption of each departments are monitored on a daily basis and any rise in consumptions are immediately addressed. This has Resulted in reduced and easy maintenance. Industry 5.0 was installed at this factory in 2019 and even after 2 years the factory Continues to maintain the savings achieved and even has lowered their consumption to 560 CFM as against the Post Project Consumption of 620 CFM. The factory also Saved Close to 60 % in their Spares Costs Since it avoided the purchase of huge spares which are usually listed out by external leak survey agencies during their surveys.
Return on Investments :
The Return on Investments for Implementing Industry 5.0 including the Smart Monitoring System was just under 6 Months.
Regional Office
# 12 Sri Venkatalakshmi Nagar
Singanallur, Coimbatore – 641005
India

